OneCNCXR 6.23
Aktualisieren 6.23 veröffentlicht 30. September 2004
Die OneCNCXR Update 6.23 hat einige Änderungen an den Werkzeugwechsel-Logik.
Diese Änderung ist nicht in den Beiträgen der bestehenden enthalten, damit Sie diese Variable zu Ihrem Beitrag hinzufügen. Wenn Sie 6.23 oder höher installieren, haben Sie drei neuen Beiträge automatisch hinzugefügt, die diese Änderung enthalten. Sie sind Haas New, Fanuc Neue und Extron, die zählen.
Für neue Benutzer wird es um die Fanus Haas und Extron Beiträge hinzugefügt
Effektiv, was das bedeutet, dass es Logik, um Ihnen die Kontrolle über die Modal-Betrieb der Werkzeugwechsel. Diese measn, dass, wenn Sie das Tool in mehr als einer Funktion zu verwenden, und es ist das gleiche Werkzeug hat es die Fähigkeit, damit umzugehen, auch wenn die Arbeitsschicht oder Geschwindigkeiten ändern und Feeds.
Dieses Beispiel zeigt die Post für Haas und Fanuc-Steuerungen Typ. Es gibt eigentlich nur eine kleine Änderung an den Benutzer der Rest wird von neuen Logik behandelt. Wenn Sie Ihren Beitrag wie diesen setzen werden Sie sehen, wie es funktioniert. Ich habe auch einige Beiträge zum Download.
Die Änderung gilt nur für den Startlinien der Werkzeugwechsel in diesem Beispiel.
Buchung auf Fanuc kompatibel oder Haas-Controller
Start und Ziel Format
Starten Linien
| % | Initialisieren Sie den Controller |
| {Programm} ({Teil}) | Programmnummer Teilebezeichnung in Klammern |
End-Linien
| M30 | Programmende und Rücklauf |
| % | Programmende Sende |
Hinweis:
Tool zu starten und am Ende Linien immer gleich und wird nicht durch modale Operationen betroffen
Werkzeugwechsel Technische Daten
Hier ist eine empfohlene Standard Haas / Fanuc Werkzeugwechsel-Format.
Starten Linien
| {T} {M06} ({TDES}) | Werkzeugnummer Werkzeugwechsel-Code Tool Beschreibung |
| {Werkzeug Anhang} | Werkzeug Hinweise |
| G90 G80 G40 {WO} | Absolute Programm des Festzyklus abbrechen Cutter Comp Nullpunktversch abbrechen |
| {S} M03 | Spindeldrehzahl Spindel auf Rechts Spindel-Start |
| G43 | {H} Werkzeuglänge comp + Richtung |
| / {} Kühlmittel | Block Sprung Kühl |
End-Linien
M01 (optional Anschlag, so dass Sie das Programm am Ende einer Bearbeitungsfunktion zu stoppen)
Hinweis:
End Linien immer gleich und nicht durch modale Operationen betroffen.
Feed-Line-Format
{G} {X} {Y} {Z} {F}
Schnelle Zeilenformat
{G} {X} {Y} {Z}
CW Arc-Format (G02)
{G} {X} {Y} {Z} {ich} {J} {R} {F}
CCW Format (G03)
{G} {X} {Y} {Z} {ich} {J} {R} {F}
Compensation links-Format (G41)
| {G} {C} {X} {Y} {Z} {D} {F} | {D} Dies ist der Durchmesser Offset für den Fräserdurchmesser | {F} Dies ist für die Schneidvorschub |
Compensation richtige Format (G42)
| {G} {C} {X} {Y} {Z} {D} {F} | {D} Dies ist der Durchmesser Offset für den Fräserdurchmesser | {F} Dies ist für die Schneidvorschub |
Dialog Post-Einstellung
Wir haben jetzt einen Schalter für den Werkzeug-modalen
Hier sehen Sie die neue {TC}-Variable verwendet
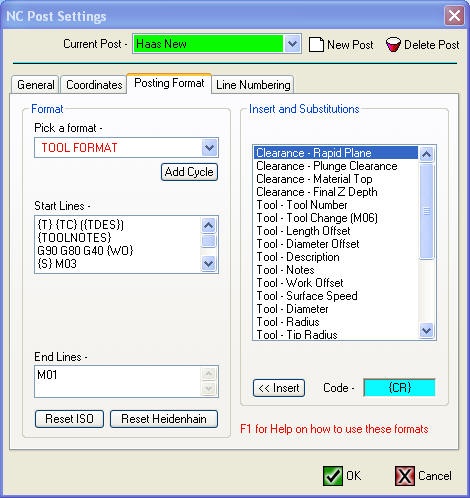
Änderungen:
Sie werden feststellen, dass wir eine weitere Variable namens Werkzeugwechsel {M06} eingeführt
Diese Variable wird nun statt einer fest verdrahteten M06 verwendet, der Grund für diese gibt es nun Logik zu binden {T} die das Werkzeug {TC}, die der Werkzeugwechsel-Code und {} TDES Werkzeugbeschreibung ist Logik kombiniert haben sie alle in oder alle aus. Zum Beispiel, wenn es keine Werkzeugwechsel die 3 Variablen werden nicht eingesetzt.
Aktion:
Wenn das gleiche Werkzeug für die nächste Funktion verwendet, und das Werkzeug wird modal markiert die gibt es keine zweite Werkzeugwechsel im Code und keine Ende Linien bis zum Ende des letzten Funktion mit diesem Tool.
.
Wenn die Werkzeugwechsel wird nicht veröffentlicht, weil es die modal (drei Werkzeugwechsel Variablen) Werkzeugwechsel ist nicht eingesetzt, auch wenn es Änderungen an der "Nullpunktverschiebung" "-Tool Notizen" oder "Spindeldrehzahl"-Variablen.
Dies würde auch alle anderen Variablen, wenn in der Werkzeugbahn Startlinien verwendet ..
Wenn eine der anderen Variablen wie "Geschwindigkeit" "Nullpunktverschiebung" oder "Notizen-Tool" der andere Code in den Werkzeugbahn Startlinien und Ende Linien werden ohne die drei Werkzeugwechsel Variablen eingefügt geändert.
Customization
Wie gezeigt, benutzen wir nur einen M06 für den Werkzeugwechsel aber es ist unbegrenzt Code, den Sie in dieser Variablen haben kann. Es ist gesagt worden, dass einige Maschinen erfordern mehrere Codes wegen ihrer Stummheit auch das ist möglich, wie es jetzt funktioniert.
Einige neue High-Speed-Maschinen erfordern die Spindeldrehzahl in der ersten schnellen Linie, die auch jetzt, indem die Variable und M03 in der schnellen Zeilenformat sollte das notwendig sein kann.
Jetzt haben die Variablen Fähigkeit für mehrere Zeilen.
Bei der Eingabe des Präfix-Code zum Beispiel die {TC}-Variable in der M05 M09 G53 Ihnen eingegebenen Präfix würde es als eine Zeile schreiben.
: Wenn Sie es in der Vorwahl als M05n M09n G53 eingegeben würde es als zu posten
M05
M09
G53
OneCNC-Aktualisierungen
OneCNCXP 5.23
Juli 31 2003
OneCNCXP 5,27
Sept 05 2003
OneCNCXP 5.29
Sept 12 2003